0755-21061175

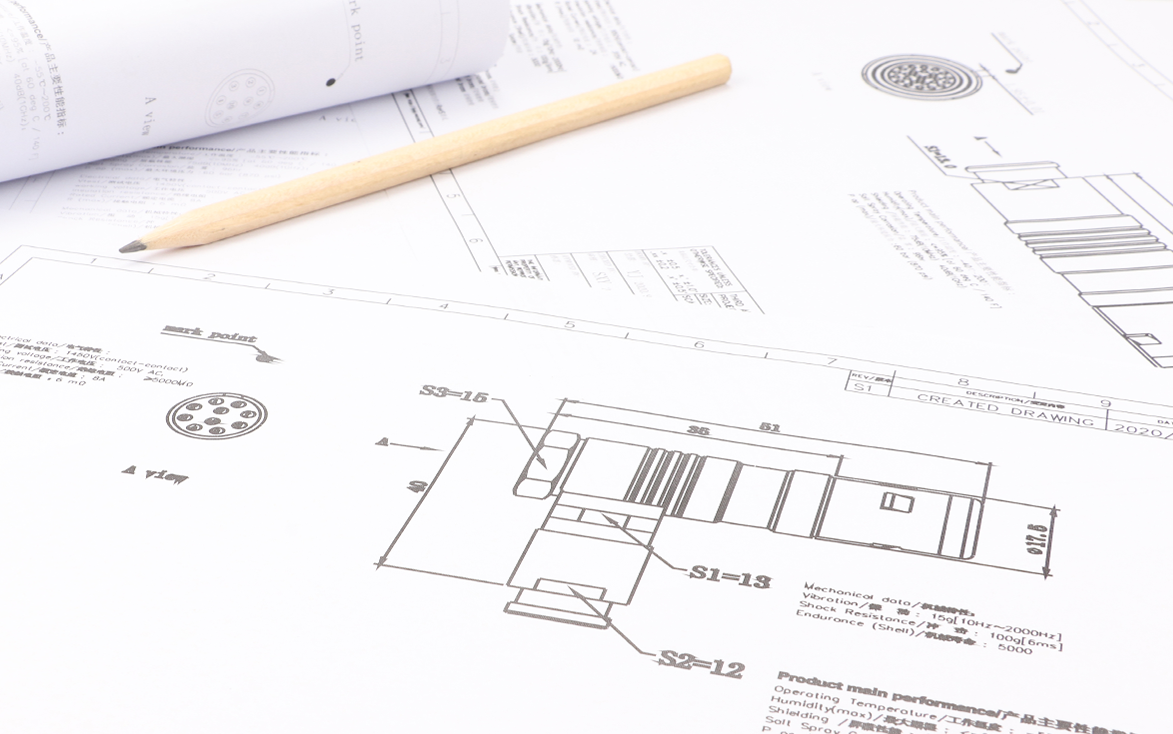
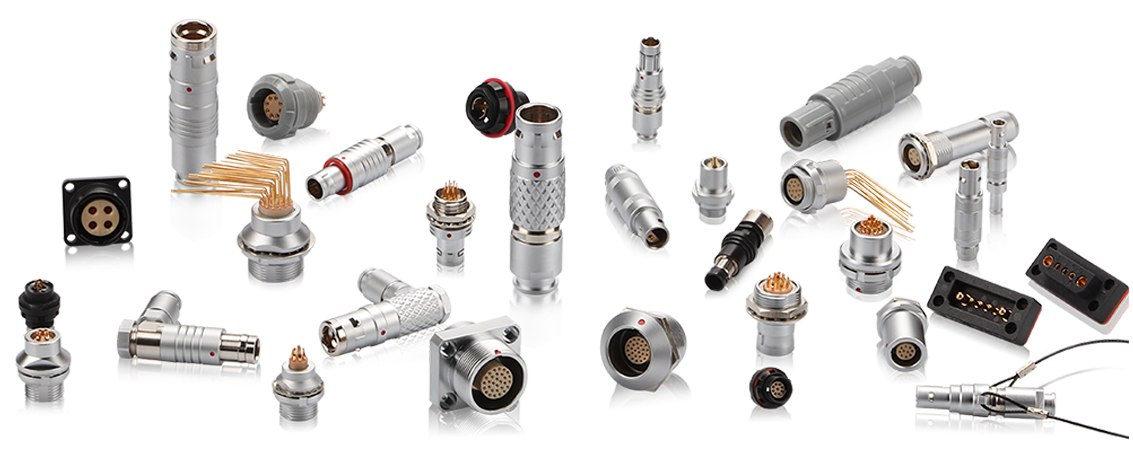
推拉连接器产品结构可靠,用于设备之间的互连,使用便捷,操作方便,符合国际标准,插针、插孔引线采焊接方式,该产品体积小、重量轻、可快速插拔分离。具有防水功能,可在真空密封和恶劣环境下使用。


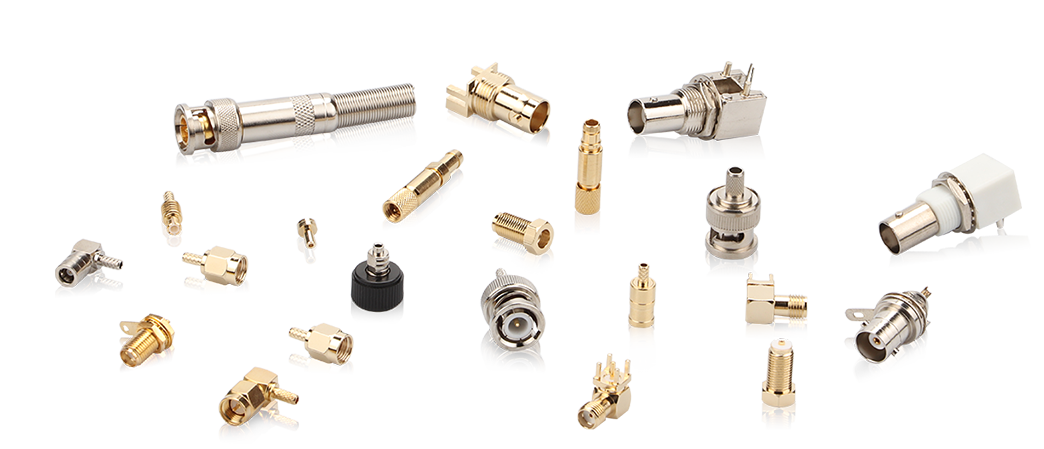
同轴连接器用于传输RF信号,传输频率范围高达18 GHz或更高。用于雷达,通信,数据传输和航空航天设备的同轴连接器的基本结构包括:中心导体(正)或负中心触点;内部导体或绝缘体外部的介电材料;最外层是外部触点,其作用类似于同轴电缆外部的屏蔽层,将信号作为屏蔽层或电路的接地元件进行传输。



战略合作伙伴